



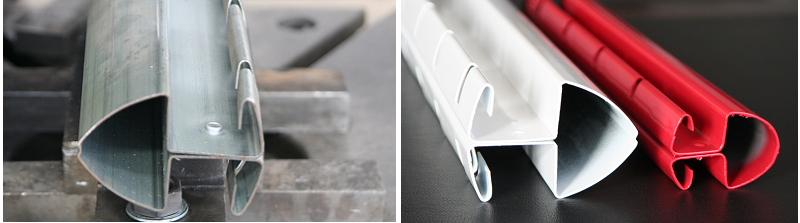





Proceso de cocción | Recubrimiento exterior | Recubrimiento interior | Material básico |
 | Proceso de recubrimiento PE de alta gama en Estados Unidos (con fuerte resistencia UV y estabilidad de color) | Proceso de pretratamiento alemán y capa de fosfatación rica en zinc (resistente a la corrosión + aumentos de sustrato y adhesión de recubrimiento) | Alta resistencia alambre galvanizado de acero caliente, doble cara caliente-dip galvanizado de alta calidad toda columna de acero |



Proceso de cocción | Recubrimiento exterior | Recubrimiento interior | Material básico |
| Proceso de recubrimiento PE de alta gama en Estados Unidos (con fuerte resistencia UV y estabilidad de color) | Proceso de pretratamiento alemán y capa de fosfatación rica en zinc (resistente a la corrosión + aumentos de sustrato y adhesión de recubrimiento) | Alta resistencia alambre galvanizado de acero caliente, doble cara caliente-dip galvanizado de alta calidad toda columna de acero |


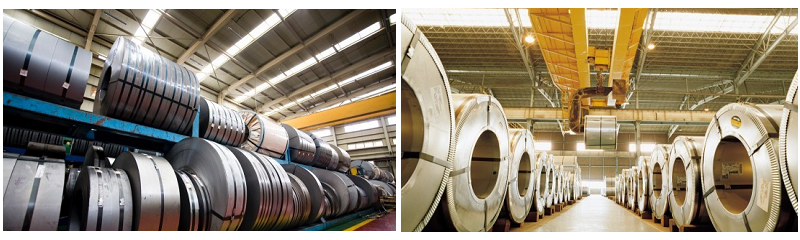
Proceso de cocción | Recubrimiento exterior | Recubrimiento interior | Material básico |
| Proceso de recubrimiento PE de alta gama en Estados Unidos (con fuerte resistencia UV y estabilidad de color) | Proceso de pretratamiento alemán y capa de fosfatación rica en zinc (resistente a la corrosión + aumentos de sustrato y adhesión de recubrimiento) | Alta resistencia alambre galvanizado de acero caliente, doble cara caliente-dip galvanizado de alta calidad toda columna de acero |


