



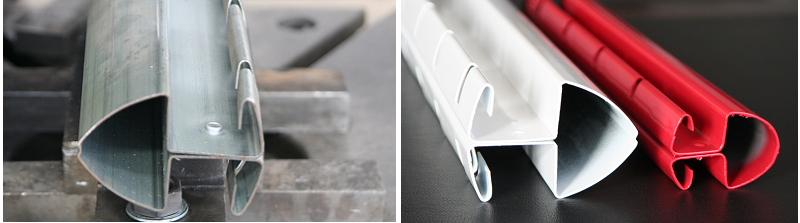





Coating process | Outer coating | Inner coating | Base material |
 | High end PE coating process in the United States (with strong UV resistance and color stability) | German pre-treatment process and zinc rich phosphating layer (corrosion-resistant+increases substrate and coating adhesion) | High strength hot-dip galvanized steel wire, double-sided hot-dip galvanized high-quality all steel column |



Coating process | Outer coating | Inner coating | Base material |
| High end PE coating process in the United States (with strong UV resistance and color stability) | German pre-treatment process and zinc rich phosphating layer (corrosion-resistant+increases substrate and coating adhesion) | High strength hot-dip galvanized steel wire, double-sided hot-dip galvanized high-quality all steel column |


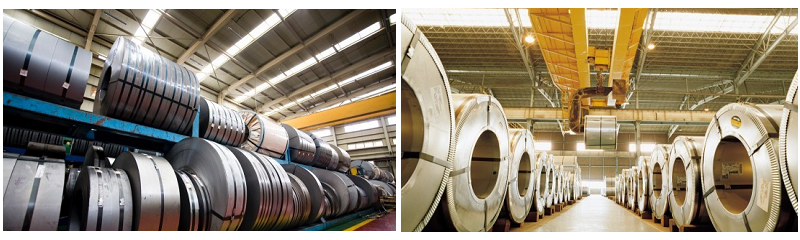
Coating process | Outer coating | Inner coating | Base material |
| High end PE coating process in the United States (with strong UV resistance and color stability) | German pre-treatment process and zinc rich phosphating layer (corrosion-resistant+increases substrate and coating adhesion) | High strength hot-dip galvanized steel wire, double-sided hot-dip galvanized high-quality all steel column |


